")
Kesalahan yang sering terjadi di lapangan adalah menganggap angka yang tampil di indikator adalah nilai absolut, menggunakan timbangan tanpa mengetahui batas valid pengukurannya, salah interpretasi saat audit, investigasi loss, atau dispute inventory. Dampak nyata yang diberikan adalah inventory mismatch, batch failure, overfill dan underfill, financial loss, audit finding, compliance issue (ISO, GMP, BPOM).
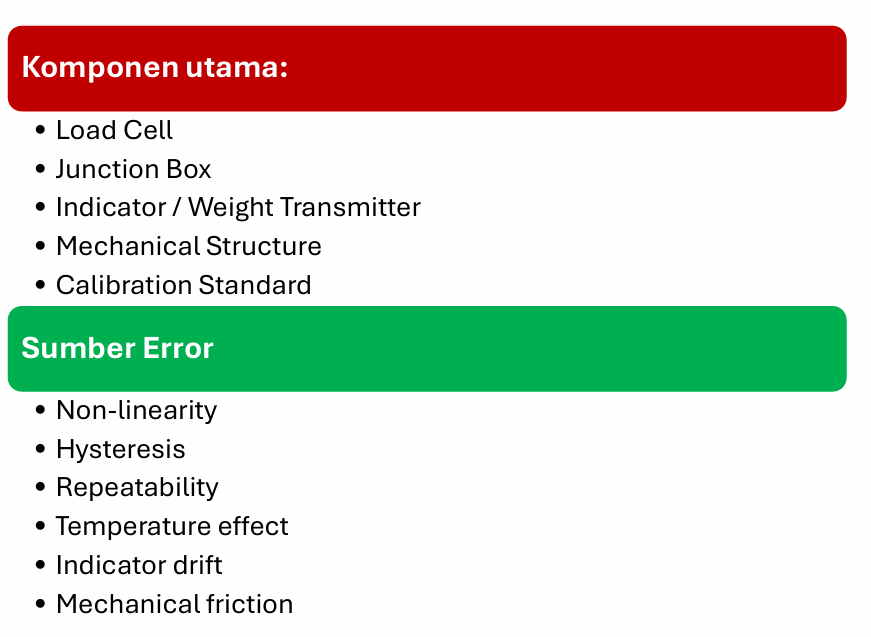
Insight pentingnya adalah akurasi bukan hanya ditentukan oleh alat ukur, tetapi oleh keseluruhan sistem pengukuran:
Instrument + Mechanical Design + Installation + Environment + Measurement Method.
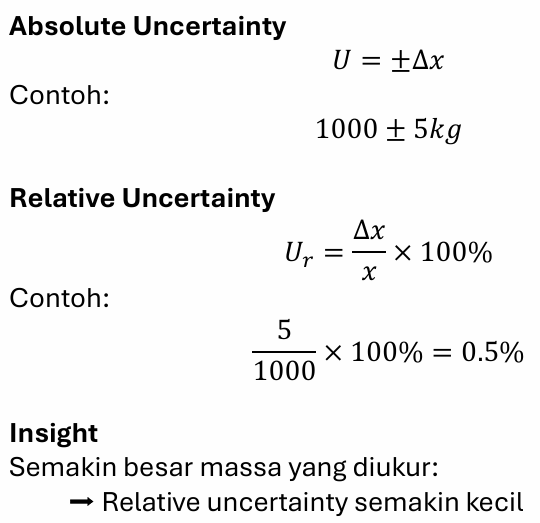
Error adalah selisih terhadap nilai referensi, dan bisa positif atau negatif. Sedangkan Certainty adalah rentang keraguan hasil ukur yang menunjukkan tingkat keyakinan pengukuran. Berikut contohnya:
Nilai referensi = 1000 kg
Hasil pengukuran = 1005 kg
Error = +5 kg
Uncertainty = ±8 kg
Artinya hasil pengukuran masih memiliki rentang ketidakpastian ±8 kg, walaupun error diketahui sebesar 5 kg.
Menurut JCGM 100:2008 (GUM) “Parameter associated with the result of a measurement that characterizes the dispersion of values that could reasonably be attributed to the measurand”. Measurement uncertainty adalah termasuk bukan kesalahan Tunggal, bukan toleransi alat, bukan resolusi. Melainkan suatu tentang nilai yang secara rasional mungkin mewakili nilai sebenarnya.

Kesalahan Umum yang sering terjadi adalah Readability tinggi ≠ Accuracy tinggi. contohnya Timbangan 0.001 g belum tentu akurat apabila kalibrasi buruk, drift, dan lingkungan tidak terkendali.
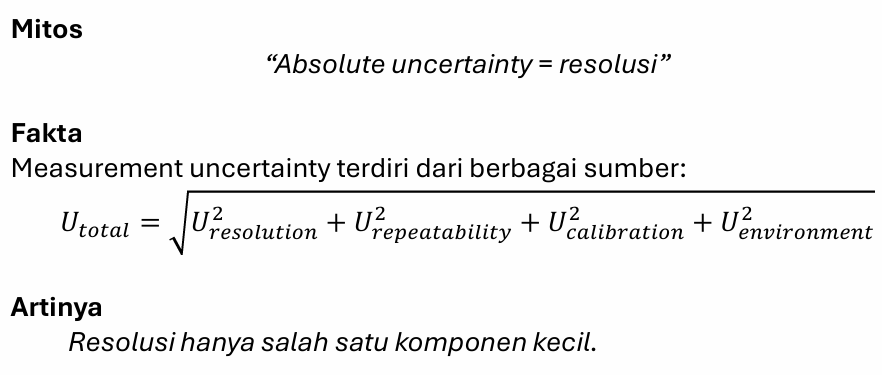
Pada tank scale dan silo scale resolusi hampir tidak dominan, dan faktor mekanikal juga lingkungan jauh lebih berpengaruh.
Laboratory Balance:
• Kapasitas: 220 g
• Readability: 0.01 g
• Accuracy: ±0.02 g
Tank Scale
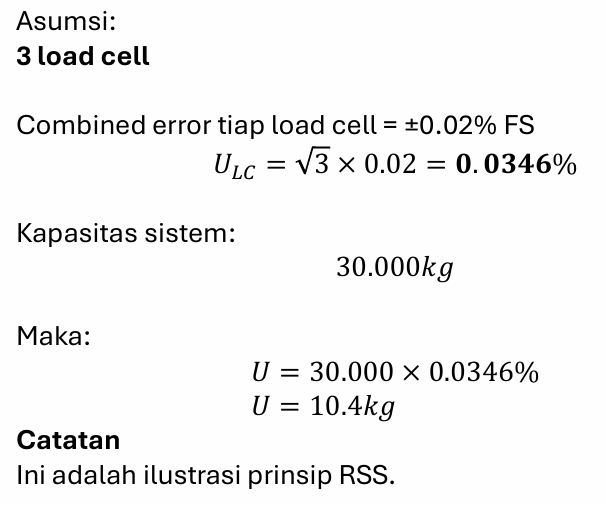
• Kapasitas: 30 ton
• Accuracy: ±0.02% FS
Insight Laboratorium: Resolusi menjadi faktor penting
Industri: Persentase error lebih dominan dibanding digit tampilan
Catatan Penting:
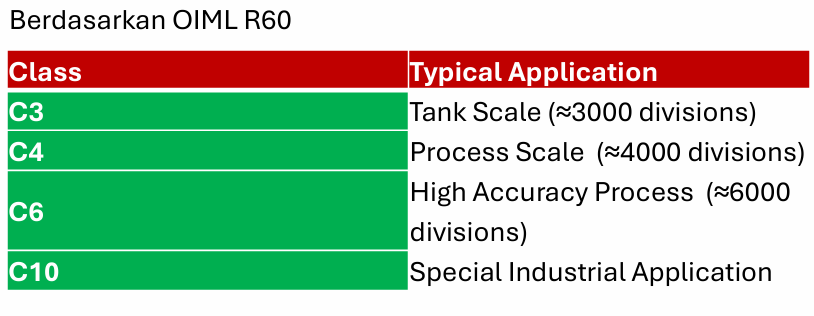
C3 ≠ 0.03% error secara otomatis.
C3 = mampu mengukur hingga ~3000 divisi dengan andal.
Semakin tinggi kelas batas error padalinearity, repeatability, creep, dan temperature influence semakin ketat.
Pada kondisi nyata perlu ditambahkan indicator uncertainty, calibration uncertainty, dan environmental uncertainty.
Dalam USP <41> terbaru (2025),
“Minimum Weight adalah massa minimum yang masih memenuhi target repeatability yang dipersyaratkan”.
Rumus resmi USP <41>: MW = 2000 ×SD
dimana SD = Standar Deviasi dari minimal 10 kali penimbangan berulang di lokasi customer (site-specific).
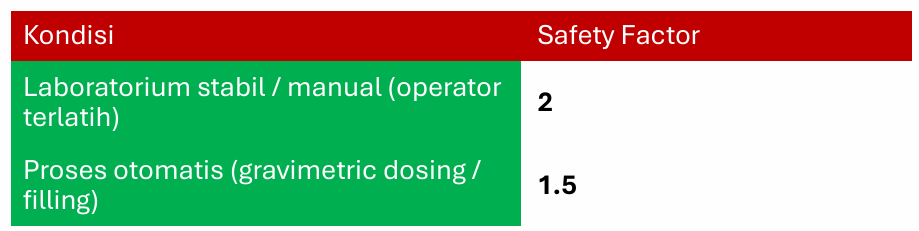
USP <1251> (Safety Factor):
Contoh minimum weight dan safety factor adalah skenario di lapangan (Data Uji Repeatability) yakni 10 kali penimbangan di tank scale 30 ton, dan didapatkannya Standar Deviasi (SD) sebesar 5 kg.
Perhitungan MW (USP <41>):
MW = 2000 x 5 kg
MW = 10.000 kg
Pada penerapan Safety Factor (USP <1251>), jika proses manual oleh operator SF = 2, berat minimum aman = 2 x 10.000 = 20.000 kg.
Jika proses otomatis (dosing system) SF = 2, berat minimum aman = 1.5 x 10.000 = 15.000 kg.
Kesimpulannya adalah pengukuran di bawah angka-angka tersebut memiliki risiko ketidakpastian relatif yang terlalu besar dan tidak direkomendasikan untuk proses kritis. Beberapa faktor lapangan yang sering diabaikan atara lain adalah Mechanical yakni side loading, friction, misalignment, pipe restriction, dan structural stress. Electrical yakni noise, grounding buruk, EMC interference, dan signal drift. Proses yakni vibrasi, agitator, material flow, dan wind load. Fakta di lapangan error sistem dapat meningkat signifikan dibanding spesifikasi laboratorium pabrikan apabila instalasi tidak sesuai rekomendasi.
Berdasarkan ISO/IEC 17025:2017 klausul 7.6.1, “Semua kontribusi yang signifikan termasuk yang berasal dari sampling, harus diperhitungkan dalam perhitungan ketidakpastian”. Fakta yang terjadi adalah sampling sering menjadi kontribusi TERBESAR dalam total uncertainty budget, terutama untuk bahan baku curah atau produk non-homogen.
Pertanyaan Kritis untuk Customer antara lain,
Apakah metode sampling Anda sudah terstandar?
Apakah ketidakpastian dari proses sampling sudah masuk dalam perhitungan MU?
Apakah personil sampling sudah terlatih dan kompeten?
Dan Solusi yang ditawarkan adalah standarisasi prosedur sampling (acuan ASTM/ISO), pelatihan operator sampling, dan dokumentasi dan traceability penuh.
Strategi menurunkan measurement uncertainty dari sisi instrument adalah Load Cell Class C3/C4/C6 (sesuai kebutuhan divisi)
dan high stability indicator dengan noise suppression. Dari sisi mechanical adalah anti side-load mounting, free movement design (pipeling fleksibel), dan proper structural support. Untuk kalibrasi terdapat multi-point calibration (bukan hanya 1 titik), traceable standard weight (bersertifikat), periodic verification (sesuai jadwal risiko).
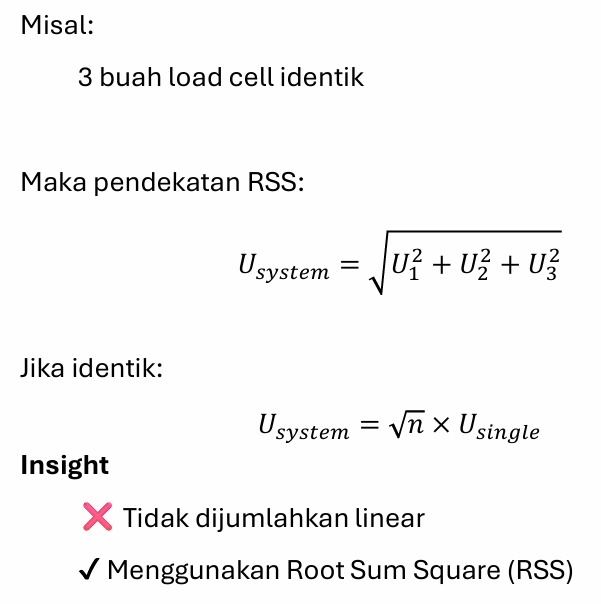
Dari sisi digital processing terdapat averaging filter yang tepat, stability detection (kondisi stabil baru dibaca), dan noise suppression & grounding yang baik, resolusi bukan akurasi, accuracy bukan precision, datasheet pabrikan bukan menggambarkan kondisi nyata di lapangan, multi-load cell system harus dihitung sebagai satu kesatuan sistem (RSS), uncertainty harus dihitung dari seluruh sumber error (termasuk sampling), minimum weight harus divalidasi di lokasi (site-specific) berdasarkan standar deviasi aktual, bukan tebakan, pahami Safety Factor (USP <1251>) untuk menentukan batas operasional aman.
Keputusan yang baik berasal dari data yang baik, dan data yang baik hanya dapat diperoleh dari sistem pengukuran yang dipahami batas ketidakpastiannya. Kesalahan terbesar dalam dunia penimbangan industri adalah menggunakan spesifikasi alat sebagai dasar keputusan tanpa memahami measurement uncertainty dari keseluruhan sistem.